


生产聚酰亚胺薄膜流延生产线,多年来一直延续着传统的设备生产样式,风机将自然界空气抽入管道内,空气经过加热器加热达到180°C-230°C再通入流延机内。排风机将工作后混合含有蒸发的溶剂的废气抽出,再通过冷冻水的冷却将气体冷却至常温,然后进行排放。

生产1、流延机理上要求要保证流延成膜的可行性,并且其流延成膜机械要求具备恰当的动静态刚度以及稳定性,其机构必须精密化。 2、基带要求能够实现自动、等速以及恒张力,并且不会出现跑偏传动现象。

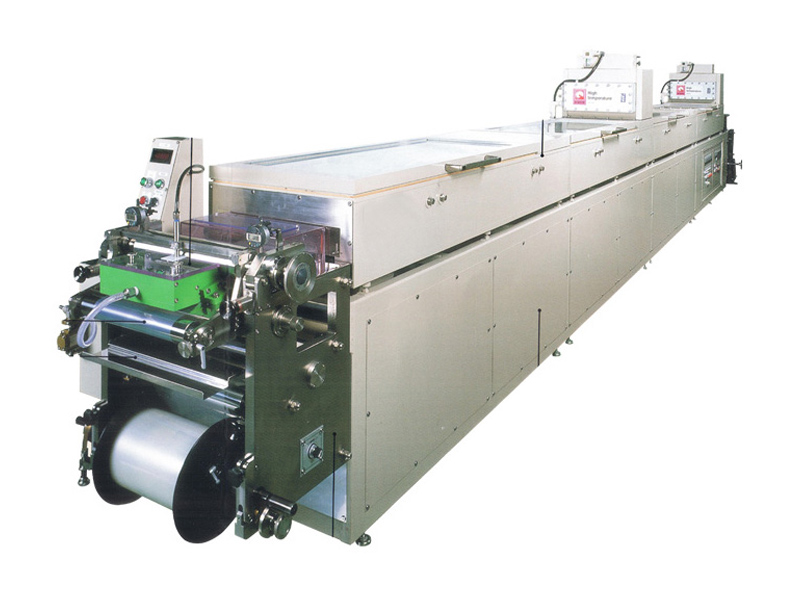
流延机是将混合浆料通过供料脱泡装置供给到料盒内,激光位移传感器控制液位高度,然后经过刮刀制做形成具有一定强度和柔韧性的薄膜坯片,经过超长烘道及多个温区干燥后再进行全自动膜带纠偏,基带连同生坯收卷待用也可以在干燥后将生坯剥离后修边分切成需要的规格收卷待用。

1)国产流延膜生产线按薄膜宽可分为:2500mm、3000mm、3500mm、5000mm,以挤出机的配置可分为:三层、五层、七层。2)国产流延膜生产线主要由挤出部分、流延部分、电晕部分、收卷部分、电控部分等五个部份组成。其中模具部分和挤出部分,可根据客户的要求进行自由组合,因而最大限度地满足广大广大客户(市场)的不同需求。








